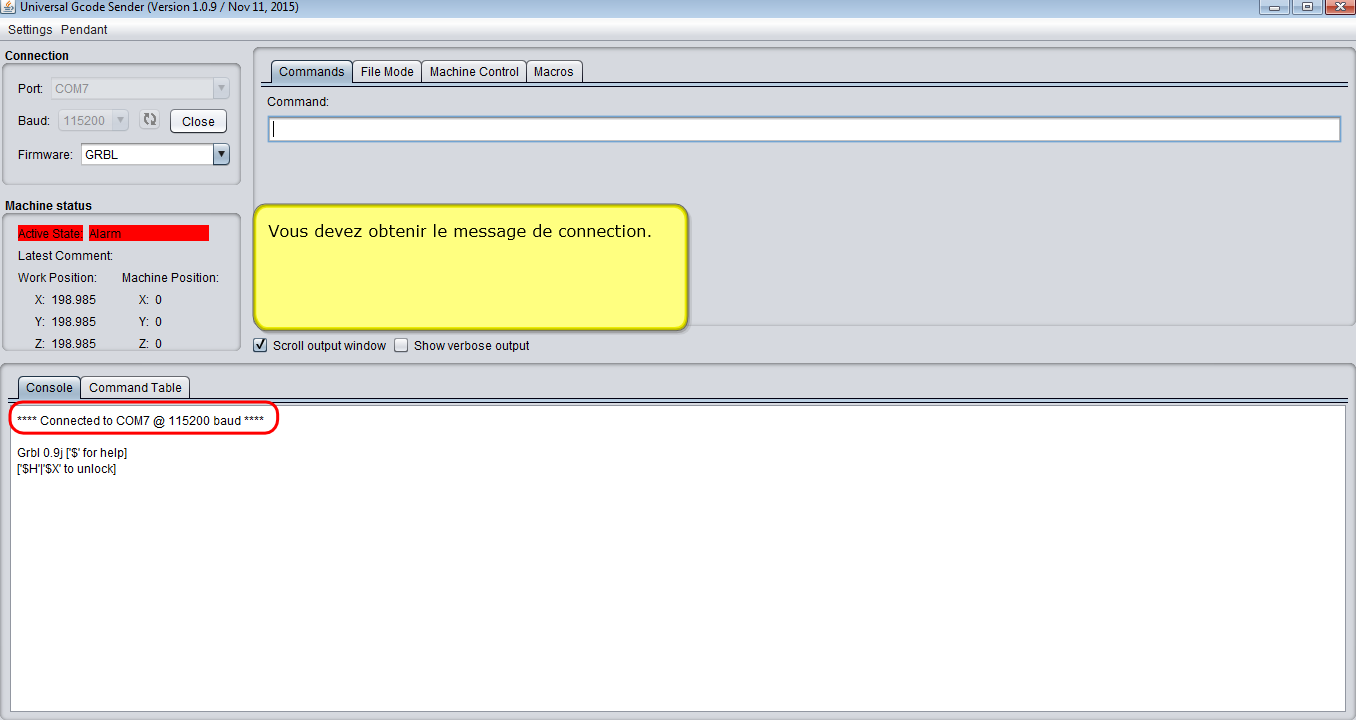
Nous allons voir comment configurer GRBL pour l'adapter à votre mécanique.
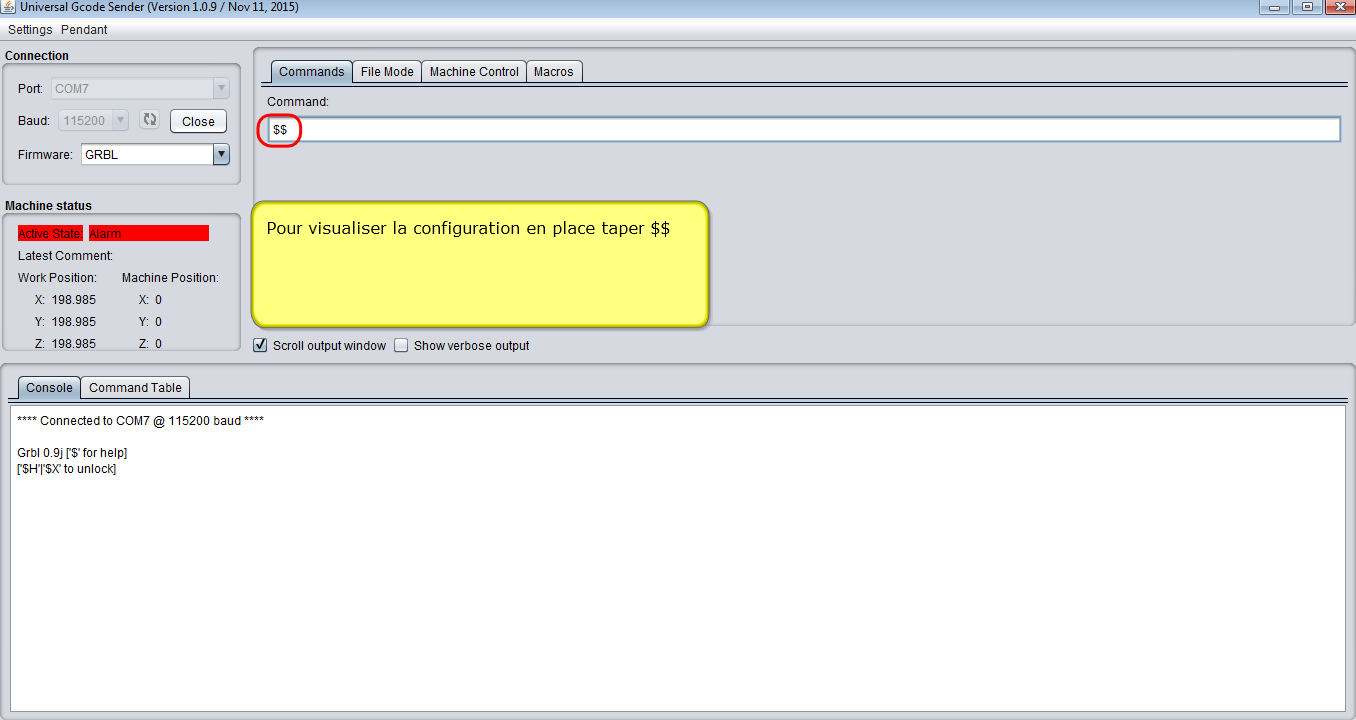
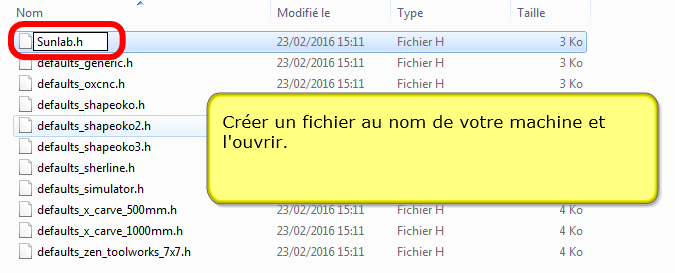
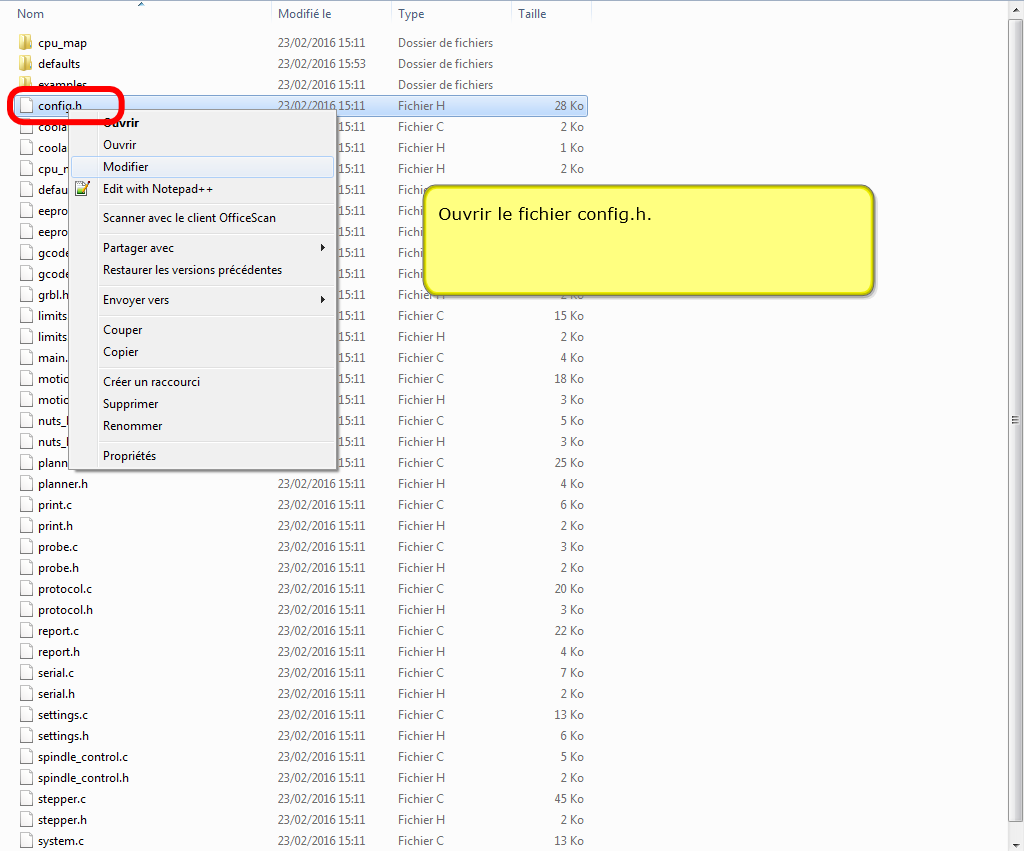
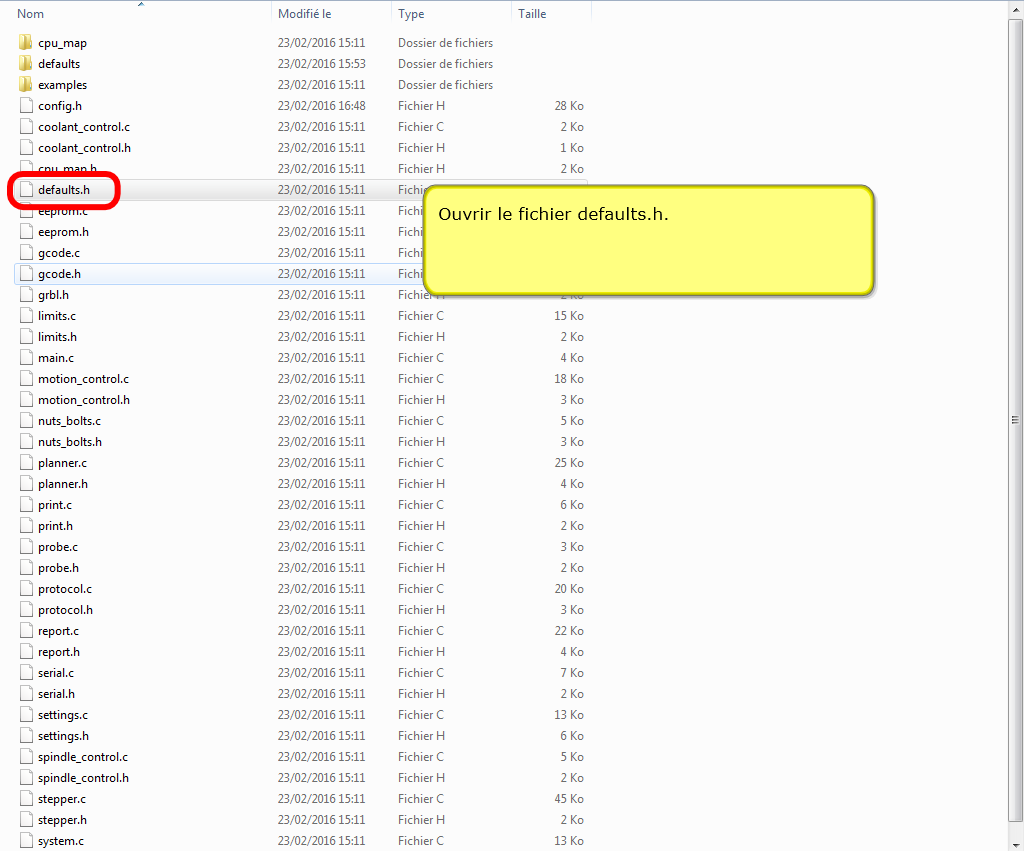
Il existe 2 façons de procéder.On modifie les valeurs en ligne de commande ou on prépare un fichier de configuration spécifique pour la machine.








-----------------------------------------------
en cours
$0=10 (step pulse, usec) ==> ok
$1=25 (step idle delay, msec) ==> ok
$2=0 (step port invert mask:00000000) ==> Inverser les steps
$3=1 (dir port invert mask:00000001) ==> definit la direction des axes
$4=0 (step enable invert, bool) ==> active les moteur (enable step)
$5=1 (limit pins invert, bool) ==> Inverse la logique de detection des endstop
$6=0 (probe pin invert, bool)
$10=19 (status report mask:00010011) ==> permet de definir le niveau de debug
$11=0.010 (junction deviation, mm)
$12=0.002 (arc tolerance, mm)
$13=0 (report inches, bool)
$20=0 (soft limits, bool)
$21=0 (hard limits, bool)
$22=1 (homing cycle, bool)
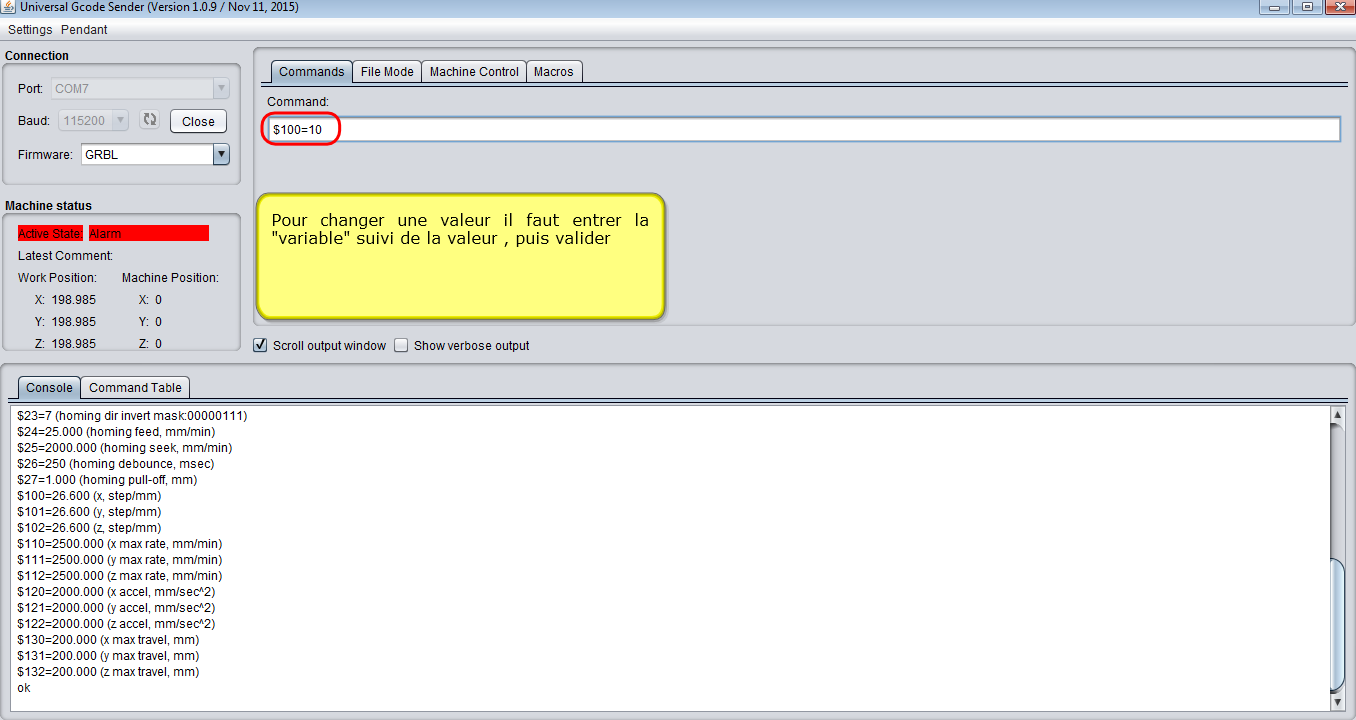
$23=7 (homing dir invert mask:00000111)
$24=25.000 (homing feed, mm/min)
$25=500.000 (homing seek, mm/min) ==> definit la vitesse de deplacement pour tourver le homing
$26=250 (homing debounce, msec)
$27=50.000 (homing pull-off, mm) ==> definit la distance de retour du chariot après detection end_stop
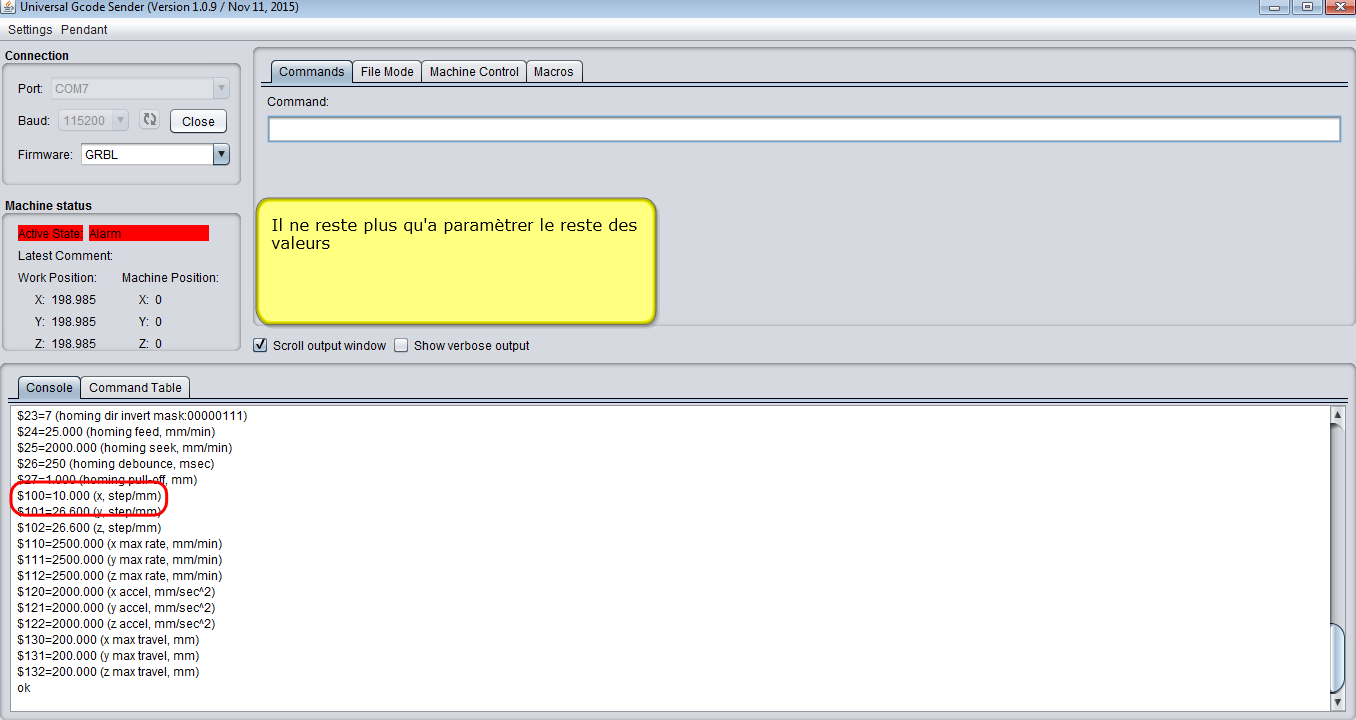
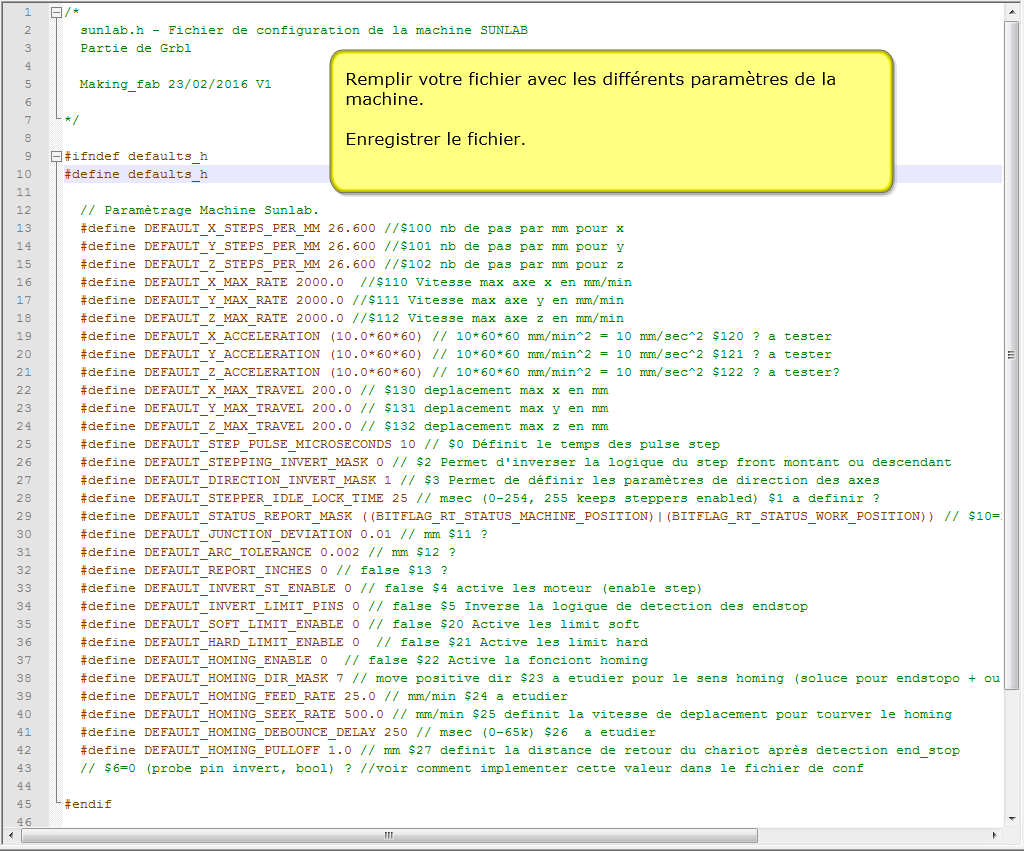
$100=26.600 (x, step/mm) ==> Nb de pas /mm axe x
$101=26.600 (y, step/mm) ==> Nb de pas /mm axe y
$102=26.600 (z, step/mm) ==> Nb de pas /mm axe z
$110=2000.000 (x max rate, mm/min) ==> Vitesse max axe x
$111=3000.000 (y max rate, mm/min) ==> Vitesse max axe y
$112=3000.000 (z max rate, mm/min) ==> Vitesse max axe z
$120=2000.000 (x accel, mm/sec^2) ==> Acceleration max axe x
$121=2000.000 (y accel, mm/sec^2) ==> Acceleration max axe y
$122=2000.000 (z accel, mm/sec^2) ==> Acceleration max axe z
$130=200.000 (x max travel, mm) ==> deplacement max x
$131=200.000 (y max travel, mm) ==> deplacement max y
$132A=200.000 (z max travel, mm) ==> deplacement max z